热门产品HOT PRODUCT







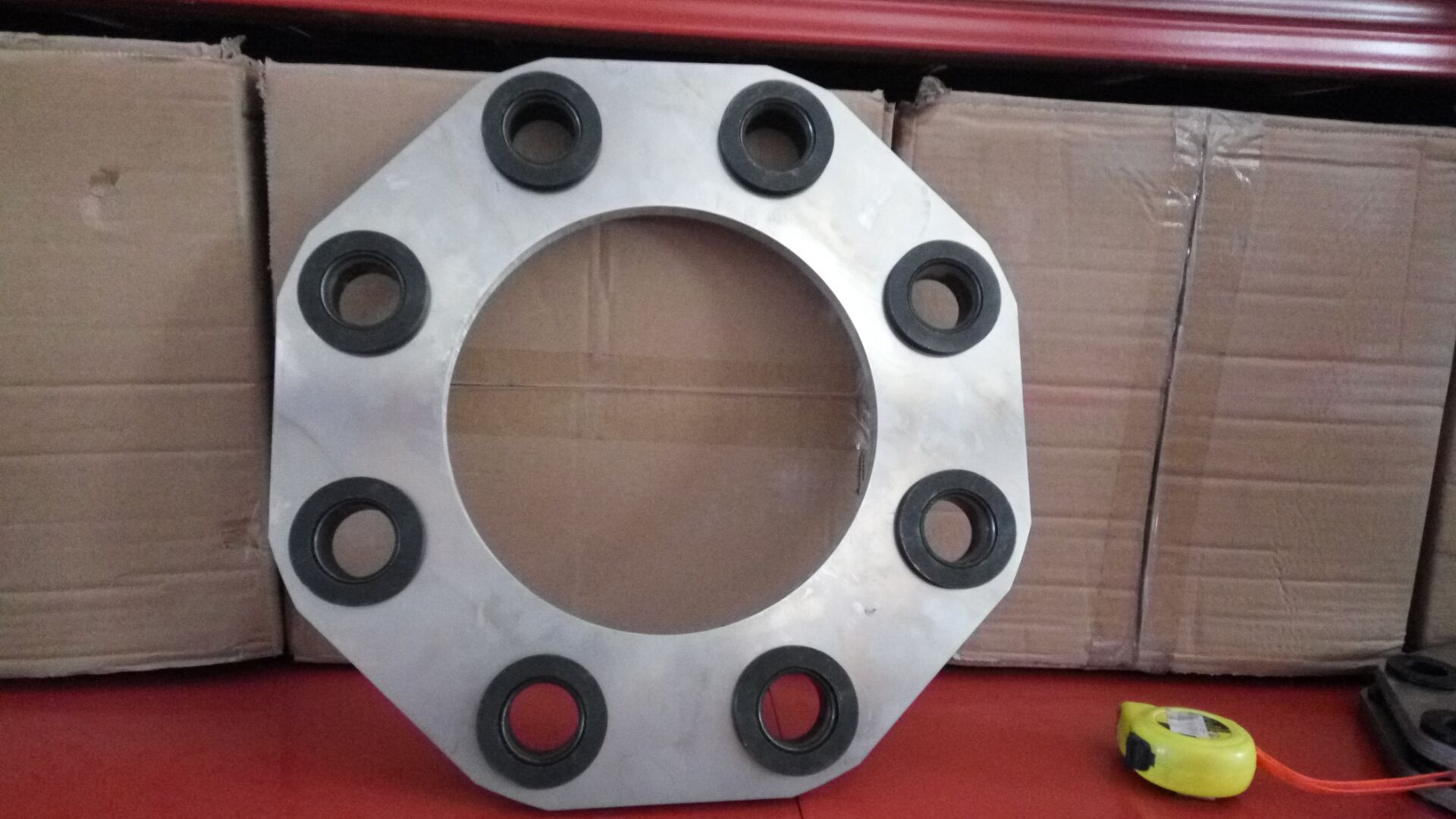
膜片联轴器铰制孔制作工艺
2020-04-20 08:16:26
膜片联轴器钻孔要求是铰制孔,法=通过铰制孔螺栓连接。铰孔是用铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和孔表面质量的方法,普通的
螺丝精度达不到,只有按铰制孔的要求做才可以。铰孔是一种较为经济实用的加工 方法,铰制孔一般用数控铣床加工 ,先用钻头打小孔,然后用铰刀铰一-次 ,
达到平行度和垂直度要求.装时用皮锤轻轻敲一下就能直接 下去。粗铰尺寸等级为IT8~IT7、表面粗糙度Ra值为1 .6~0.8μm :精绞的尺寸公差为IT7~IT6、表
面粗糙度为0.8~0.4μm -般应当符合图纸规定标准和实际使用要求。铰孔之前先要钻孔在车床上小孔的钻削;其加工精度和表面粗糙度要求都比较高,用作配
台的孔,- 般孔径的精度为(IT7一-IT8 ) , 表面粗糙度为( Ra3.2- -0.2um ) ,径向跳动在0.3mm之内,; -方面由于钻头较小极易折断,造成很大的浪费并且影
响加工精度、加工质量和生产效率。另一方面由于小直径钻头在使用过程中还存在著许多问题,只有弄清小直径钻头在钻小孔时容易出现的问题,才能有的放
矢地采取措施.以钻孔的顺利进行。铰孔属于精加工.对于较小的孔.相对于内圆磨削及精镗而言. 铰孔加工分为粗铰和精铰有孔径公差要求的钻孔后再
绞-下,例如:需要下销子的定位孔;同时还要符合孔的位置精度要求,用以安装尺寸精度需要,安装尺寸精度图纸标注的按照图纸要求,图纸没有标注
的- -般可以按照8- 10级自由公差尺寸要求处理即可。( 公差尺寸包括尺寸公差和形位公差)普通的只铣、铰刀就可以加工的浅孔就简单了。照图纸跏工就可
以了.如果孔的粗糙度或者尺寸公差有严格要求就先留个余虽然后再精铰-下. 如果有垂直度要求.就要按照基准面先装夹和找正以后才能下手。